Why Mesopore Structure Matters in Sugar Decolorization Activated Carbon
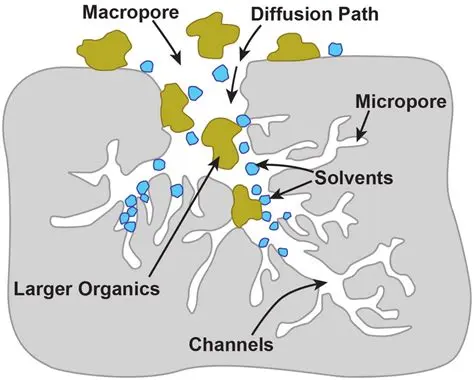
Sugar decolorization relies on adsorbing large organic color bodies. This article explains why mesopore structure, not just surface area, determines activated carbon performance in sugar refining.
The Origin of Activated Carbon in Sugar Refining: From Bone Char to Wood-Based Carbon

From bone char to wood-based activated carbon, sugar refining has driven the evolution of specialized decolorization carbons. This article explores the origins of sugar activated carbon and how it became an essential processing material.
Wood vs Coconut Shell Activated Carbon: Which Is Better for Decolorization?
This article compares wood-based and coconut shell activated carbon in decolorization applications. It explains how differences in pore structure, adsorption speed, viscosity tolerance, dosage, and cost affect performance, and explains why wood-based activated carbon is usually the preferred choice for food, pharmaceutical, and chemical decolorization processes.
Factors Affecting Decolorization Efficiency of Wood Powder Activated Carbon

This article explains the major factors influencing the decolorization efficiency of wood powder activated carbon, including raw material properties, activation parameters, pore structure, dosage, temperature, pH, impurities, mixing, and filtration. It offers practical guidance for industries such as food processing, pharmaceuticals, chemicals, and biotechnology to achieve stable and high-quality decolorization performance.
Top Industries Using Wood-Based Activated Carbon | Food, Pharma, Biotech & More

Explore how wood-based activated carbon powers purification processes in food, pharmaceutical, biotechnology, and cosmetic industries, offering eco-friendly, high-efficiency performance.
Best Practices for Storing and Handling Wood Powder Activated Carbon

This article explains essential practices for storing and handling wood powder activated carbon. It covers humidity control, contamination prevention, explosion safety, packaging, and FIFO principles to ensure product quality and workplace safety.
Correlation Between Iodine Number and Decolorization Efficiency in Wood Activated Carbon
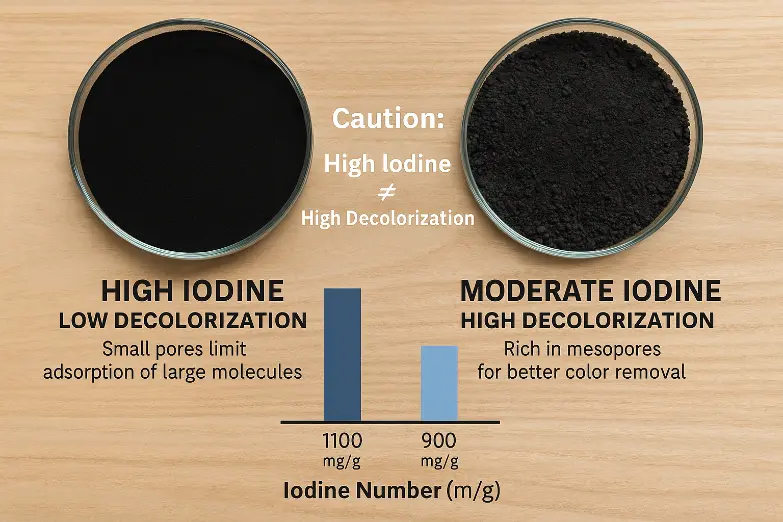
This article explores the relationship between iodine number and decolorization performance in wood-based activated carbon. It explains why iodine number alone is insufficient for evaluating liquid-phase applications and provides guidance on how to select the right carbon for high-efficiency color removal.
Factors Affecting Decolorization Efficiency of Wood Powder Activated Carbon

Wood-based powdered activated carbon plays a vital role in liquid-phase decolorization for industries such as food, pharmaceuticals, and biotech. This article explains how factors like pore structure, particle size, dosage, pH, and contact time influence its decolorization efficiency.
How to Choose the Right Mesh Size of Powdered Activated Carbon (PAC)

Wood-based powdered activated carbon plays a vital role in industries such as water treatment, food processing, and pharmaceuticals. This article explores how to choose the right type based on application-specific needs like particle size, adsorption capacity, and purity.
Powdered Activated Carbon for Wastewater Treatment: Why Wood-Based Carbon Is a Top Choice

Wood-based powdered activated carbon (PAC) is an effective, eco-friendly solution for wastewater treatment in industries such as textiles, chemicals, and food processing. Compared to coal-based PAC, wood-based carbon offers faster adsorption, lower ash content, and greater compatibility with dye and COD removal applications. This article explores the benefits, usage methods, and typical applications of wood-based PAC for industrial effluent treatment.