Factors Affecting Decolorization Efficiency of Wood Powder Activated Carbon

This article explains the major factors influencing the decolorization efficiency of wood powder activated carbon, including raw material properties, activation parameters, pore structure, dosage, temperature, pH, impurities, mixing, and filtration. It offers practical guidance for industries such as food processing, pharmaceuticals, chemicals, and biotechnology to achieve stable and high-quality decolorization performance.
Top Industries Using Wood-Based Activated Carbon | Food, Pharma, Biotech & More

Explore how wood-based activated carbon powers purification processes in food, pharmaceutical, biotechnology, and cosmetic industries, offering eco-friendly, high-efficiency performance.
Activated Carbon for Lactose Refining
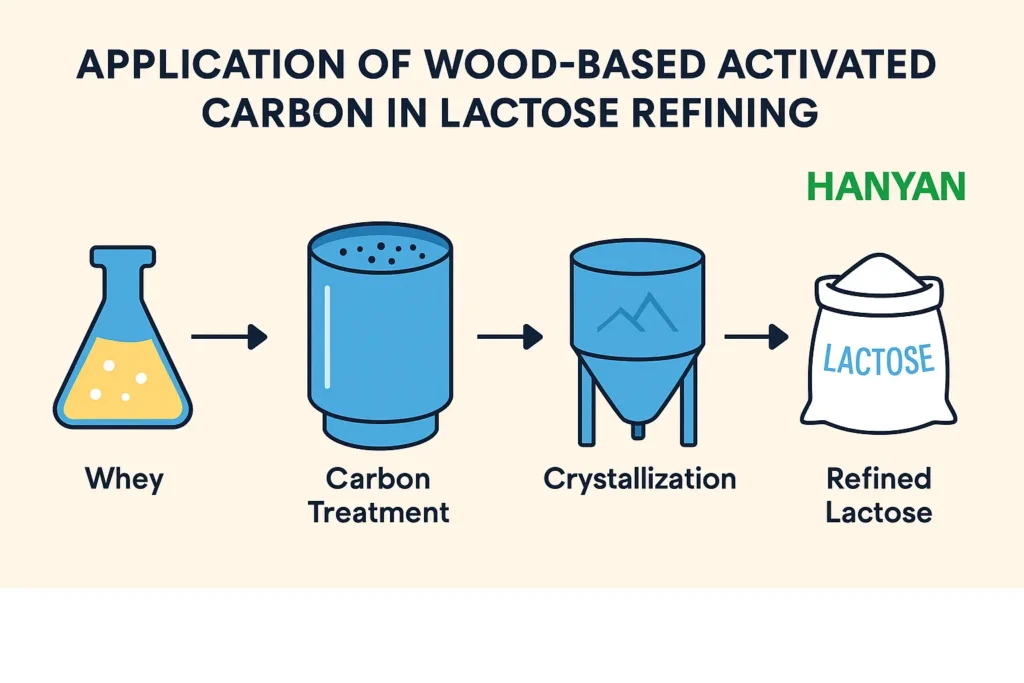
Explore how wood-based activated carbon improves lactose purity, color, and odor removal in dairy processing. Discover HANYAN’s food-grade solutions for pharmaceutical lactose production.
Activated Carbon for Natural Sweetener Processing: Erythritol and Stevia

Wood-based activated carbon plays a vital role in refining natural sweeteners like erythritol and stevia. From removing color pigments to eliminating fermentation odors and off-flavors, it ensures food-grade purity, better crystallization, and improved consumer acceptance. This article explains the purification process, benefits of wood carbon, and best practices for industrial application.
Activated Carbon for Decolorizing Gum Arabic

Activated carbon is a highly effective and efficient method for decolorizing gum arabic, it can significantly removing color impurities without affecting its chemical properties.
Activated Carbon for Aflatoxin B1 (AFB1) Removal in Peanut Oil

Activated carbon proves to be an effective and promising material for removing Aflatoxin B1 (AFB1) from peanut oil.